 čeština
čeština English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Dnes si probereme, jak vybrat tloušťku a navrhnout otvory při použití šablon SMT.
Výběr tloušťky šablony SMT a designu clony
Řízení množství pájecí pasty během procesu tisku SMT je jedním z kritických faktorů kontroly kvality procesu SMT. Množství pájecí pasty přímo souvisí s tloušťkou šablony a tvarem a velikostí otvorů (určitý vliv má také rychlost stěrky a vyvíjený tlak); tloušťka šablony určuje tloušťku vzoru pájecí pasty (které jsou v podstatě stejné). Po výběru tloušťky šablony tedy můžete kompenzovat různé požadavky na pájecí pastu u různých součástí vhodnou úpravou velikosti otvoru.
Volba tloušťky šablony by měla být určena na základě hustoty sestavy desky s plošnými spoji, velikosti součástek a vzdálenosti mezi kolíky (nebo pájecími kuličkami). Obecně lze říci, že součástky s většími ploškami a rozestupy vyžadují více pájecí pasty, a tedy silnější šablonu; naopak součástky s menšími ploškami a užšími rozestupy (jako jsou QFP a CSP s úzkou roztečí) vyžadují méně pájecí pasty, a tím i tenčí šablonu.
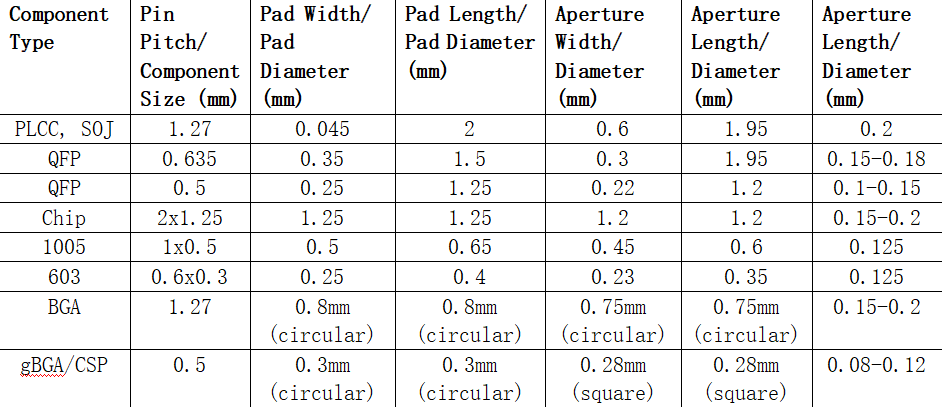
Zkušenosti ukázaly, že množství pájecí pasty na destičkách obecných SMT součástek by mělo být přibližně 0,8 mg/mm ² {940801} {940801} kolem 0,5 mg/mm ² pro komponenty s úzkou roztečí. Příliš mnoho může snadno vést k problémům, jako je nadměrná spotřeba pájky a přemostění pájky, zatímco příliš málo může vést k nedostatečné spotřebě pájky a nedostatečné pevnosti svařování. Tabulka zobrazená na obálce poskytuje odpovídající řešení pro návrh šablony apertury a šablony pro různé součásti, které lze použít jako referenční pro návrh.
V další novince se dozvíme další znalosti o šabloně PCB SMT.
